Le terme « simple » n'est peut-être pas le premier qui vient à l'esprit lorsqu'il s'agit de concevoir des environnements aussi sensibles. Pourtant, il est tout à fait possible de concevoir une salle blanche robuste en abordant les problèmes de manière logique et méthodique. Cet article détaille chaque étape clé, jusqu'aux conseils pratiques spécifiques à chaque application : ajustement des calculs de charge, planification des voies d'exfiltration et optimisation de l'espace des locaux techniques en fonction de la classe de la salle blanche.
De nombreux procédés de fabrication exigent les conditions environnementales rigoureuses offertes par une salle blanche. Compte tenu de la complexité des systèmes mécaniques et des coûts élevés de construction, d'exploitation et d'énergie des salles blanches, il est essentiel d'adopter une approche méthodique pour leur conception. Cet article présente une méthode étape par étape pour l'évaluation et la conception de salles blanches, prenant en compte les flux de personnes et de matières, la classification de la propreté des espaces, la pressurisation, le débit d'air d'alimentation, l'exfiltration et l'équilibre de l'air, les variables à évaluer, le choix du système mécanique, le calcul des charges de chauffage et de refroidissement, ainsi que les besoins en espaces annexes.
Étape 1 : Évaluer l’agencement pour la circulation des personnes et des matériaux
Il est important d'évaluer la circulation des personnes et des matériaux au sein de la salle blanche. Le personnel de salle blanche représente la principale source de contamination et tous les processus critiques doivent être isolés des portes et des voies d'accès du personnel.
Les zones les plus critiques doivent disposer d'un accès unique afin d'éviter qu'elles ne servent de voie de passage vers des zones moins critiques. Certains procédés pharmaceutiques et biopharmaceutiques sont susceptibles de contamination croisée. Il est donc essentiel d'évaluer soigneusement les risques de contamination croisée pour les circuits d'entrée et de confinement des matières premières, l'isolation des procédés et les circuits de sortie des produits finis. La figure 1 illustre l'exemple d'une unité de production de ciment osseux comportant des zones critiques (« Conditionnement par solvant », « Conditionnement du ciment osseux ») avec un accès unique et des sas de sécurité pour les zones à fort trafic de personnel (« Blouse », « Retrait de la blouse »).
Deuxième étape : Déterminer la classification de propreté de l’espace
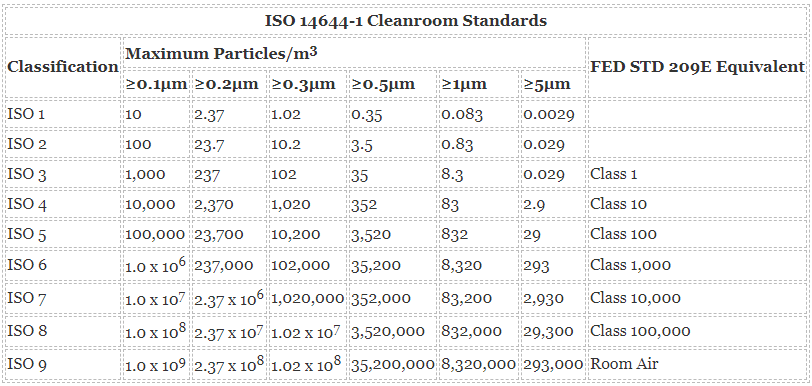
Pour choisir la classification d'une salle blanche, il est essentiel de connaître la norme de classification principale et les exigences de performance particulaire pour chaque niveau de propreté. La norme 14644-1 de l'Institute of Environmental Science and Technology (IEST) définit les différents niveaux de propreté (1, 10, 100, 1 000, 10 000 et 100 000) ainsi que le nombre de particules admissibles en fonction de leur taille.
Par exemple, une salle blanche de classe 100 est autorisée à contenir jusqu'à 3 500 particules/pi³ pour les particules de 0,1 micron et plus, 100 particules/pi³ pour les particules de 0,5 micron et plus, et 24 particules/pi³ pour les particules de 1,0 micron et plus. Le tableau ci-dessous présente la densité de particules en suspension admissible selon la classification de propreté.
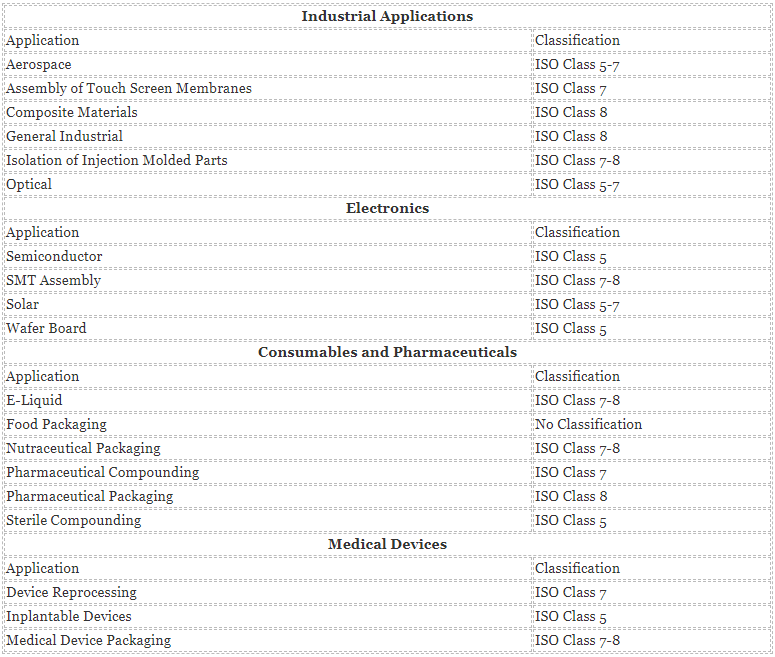
La classification de propreté des salles blanches a un impact considérable sur leur construction, leur maintenance et leur consommation énergétique. Il est essentiel d'évaluer avec précision les taux de rebut/contamination pour différentes classifications de propreté et les exigences des organismes de réglementation, tels que la FDA (Food and Drug Administration). En règle générale, plus le procédé est sensible, plus la classification de propreté doit être stricte. Le tableau ci-dessous présente les classifications de propreté pour divers procédés de fabrication :
Selon ses exigences spécifiques, votre procédé de fabrication peut nécessiter un niveau de propreté plus élevé. Soyez vigilant lors de l'attribution des classes de propreté aux différents espaces : l'écart de niveau de propreté entre deux espaces communicants ne doit pas excéder deux ordres de grandeur. Par exemple, il est inacceptable qu'une salle blanche de classe 100 000 communique avec une salle blanche de classe 100, alors qu'il est acceptable qu'une salle blanche de classe 100 000 communique avec une salle blanche de classe 1 000.
En observant notre installation de conditionnement de ciment osseux (Figure 1), les zones « Gloose », « Ungloose » et « Final Packaging » sont des espaces moins critiques et sont classées ISO 8 (classe de propreté 100 000), tandis que les zones « Bone Ciment Airlock » et « Sterile Airlock » sont ouvertes sur des espaces critiques et sont classées ISO 7 (classe de propreté 10 000). Le conditionnement du ciment osseux est un processus critique générant de la poussière et est classé ISO 7 (classe de propreté 10 000). Enfin, le conditionnement par solvant est un processus très critique réalisé sous des hottes à flux laminaire de classe 100 (ISO 5) dans une salle blanche de classe 1 000 (ISO 6).
Troisième étape : Déterminer la pressurisation de l'espace
Le maintien d'une pression d'air positive par rapport aux espaces adjacents de classification de propreté inférieure est essentiel pour empêcher l'infiltration de contaminants dans une salle blanche. Il est très difficile de maintenir de façon constante la classification de propreté d'un espace lorsque sa pression est neutre ou négative. Quel doit être le différentiel de pression entre les espaces ? Diverses études ont évalué l'infiltration de contaminants dans une salle blanche en fonction du différentiel de pression entre la salle blanche et l'environnement non contrôlé adjacent. Ces études ont montré qu'un différentiel de pression de 0,03 à 0,05 pouce de colonne d'eau (in wg) était efficace pour réduire l'infiltration de contaminants. Des différentiels de pression supérieurs à 0,05 in wg n'offrent pas de contrôle de l'infiltration de contaminants sensiblement meilleur que 0,05 in wg.
Il est important de noter qu'une différence de pression plus élevée dans un espace donné engendre une consommation d'énergie plus importante et est plus difficile à contrôler. De plus, une différence de pression plus élevée nécessite une force plus importante pour l'ouverture et la fermeture des portes. La différence de pression maximale recommandée pour une porte est de 0,1 pouce de colonne d'eau (0,1 pouce de colonne d'eau). À cette valeur, une porte de 90 cm x 210 cm (3 pieds x 7 pieds) nécessite une force de 5 kg (11 livres) pour être ouverte et fermée. Il peut être nécessaire de reconfigurer une salle blanche afin de maintenir la différence de pression statique au niveau des portes dans les limites acceptables.
Notre unité de conditionnement de ciment osseux est en cours de construction dans un entrepôt existant à pression atmosphérique neutre (0,0 pouce de colonne d'eau). Le sas entre l'entrepôt et la zone « Vêtements/Dévêtir » n'est pas classé en termes de propreté et ne sera pas soumis à une pressurisation spécifique. La zone « Vêtements/Dévêtir » sera soumise à une pressurisation de 0,03 pouce de colonne d'eau. Les sas « Ciment osseux » et « Stérile » seront soumis à une pressurisation de 0,06 pouce de colonne d'eau. La zone « Conditionnement final » sera soumise à une pressurisation de 0,06 pouce de colonne d'eau. La zone « Conditionnement du ciment osseux » sera soumise à une pressurisation de 0,03 pouce de colonne d'eau, soit une pression inférieure à celle des sas « Ciment osseux » et « Conditionnement final », afin de contenir les poussières générées lors du conditionnement.
L'air pénétrant dans l'espace « Emballage de ciment osseux » provient d'un espace de même niveau de propreté. L'infiltration d'air ne doit pas se faire d'un espace moins propre vers un espace plus propre. L'espace « Emballage de solvant » sera pressurisé à 0,11 pouce de colonne d'eau (0,11 po CE). À noter : la différence de pression entre les espaces moins critiques est de 0,03 pouce CE et celle entre l'espace très critique « Emballage de solvant » et le sas stérile est de 0,05 pouce CE. Une pression de 0,11 pouce CE ne nécessite pas de renforcement structurel particulier des murs ou des plafonds. Pour des pressions supérieures à 0,5 pouce CE, il convient d'évaluer la nécessité éventuelle d'un renforcement structurel supplémentaire.
Étape 4 : Déterminer le débit d’air d’alimentation de l’espace
Le niveau de propreté de l'espace est le principal facteur déterminant le débit d'air d'alimentation d'une salle blanche. Le tableau 3 indique que chaque niveau de propreté correspond à un taux de renouvellement d'air. Par exemple, une salle blanche de classe 100 000 a un taux de renouvellement d'air compris entre 15 et 30 renouvellements par heure (RPA). Le taux de renouvellement d'air d'une salle blanche doit tenir compte de l'activité prévue à l'intérieur de celle-ci. Une salle blanche de classe 100 000 (ISO 8) présentant un faible taux d'occupation, un processus à faible génération de particules et une pressurisation positive par rapport aux espaces adjacents moins propres pourrait nécessiter un taux de 15 RPA. En revanche, la même salle blanche, avec un taux d'occupation élevé, des entrées et sorties fréquentes, un processus à forte génération de particules ou une pressurisation neutre, nécessitera probablement un taux de 30 RPA.
Le concepteur doit évaluer son application spécifique et déterminer le taux de renouvellement d'air à utiliser. Parmi les autres variables influençant le flux d'air d'alimentation, on peut citer les flux d'air extraits par le procédé, les infiltrations d'air par les portes et ouvertures, ainsi que les exfiltrations d'air par ces mêmes portes et ouvertures. L'IEST a publié des taux de renouvellement d'air recommandés dans la norme 14644-4.
D'après la figure 1, la zone « Governation/Déshabillage » présente le plus grand nombre de déplacements, mais n'est pas un espace critique pour le processus, ce qui explique sa fréquence de 20 ch. Les zones « Sas stérile » et « Sas de conditionnement du ciment osseux » sont adjacentes à des espaces de production critiques et, dans le cas du sas de conditionnement du ciment osseux, l'air circule du sas vers l'espace de conditionnement. Bien que ces sas présentent un nombre limité de déplacements et ne génèrent pas de particules, leur rôle crucial de zone tampon entre la zone « Governation/Déshabillage » et les processus de fabrication explique leur fréquence de 40 ch.
L'« emballage final » consiste à placer les sacs de ciment osseux/solvant dans un emballage secondaire non critique, ce qui correspond à une cadence de 20 cycles par heure (ACH). L'« emballage du ciment osseux » est un processus critique, avec une cadence de 40 ACH. L'« emballage du solvant » est un processus très critique réalisé sous hottes à flux laminaire de classe 100 (ISO 5) au sein d'une salle blanche de classe 1000 (ISO 6). L'« emballage du solvant » présente des déplacements d'entrée/sortie très limités et une faible génération de particules, ce qui correspond à une cadence de 150 ACH.
Classification des salles blanches et taux de renouvellement d'air par heure
La purification de l'air est assurée par le passage de l'air à travers des filtres HEPA. Plus le nombre de passages à travers les filtres HEPA est élevé, moins il reste de particules dans l'air ambiant. Le volume d'air filtré en une heure, divisé par le volume de la pièce, donne le taux de renouvellement d'air par heure.
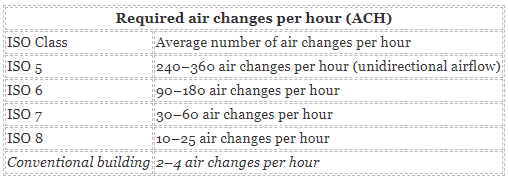
Les taux de renouvellement d'air par heure suggérés ci-dessus ne constituent qu'une indication générale. Leur calcul doit être effectué par un expert en CVC pour salles blanches, car de nombreux facteurs doivent être pris en compte, tels que la taille de la salle, le nombre de personnes présentes, les équipements, les procédés mis en œuvre, les apports de chaleur, etc.
Étape 5 : Déterminer le débit d’exfiltration d’air de l’espace
La plupart des salles blanches sont en surpression, ce qui entraîne une exfiltration d'air planifiée vers les espaces adjacents à pression statique plus faible et une exfiltration d'air non planifiée par les prises électriques, les luminaires, les cadres de fenêtres et de portes, les interfaces mur/sol et mur/plafond, ainsi que les portes d'accès. Il est important de comprendre que ces salles ne sont pas hermétiques et présentent donc des fuites. Une salle blanche parfaitement étanche aura un taux de fuite de 1 à 2 % en volume. Ces fuites sont-elles problématiques ? Pas nécessairement.
Premièrement, une fuite nulle est impossible. Deuxièmement, si l'on utilise des dispositifs de contrôle actifs de l'arrivée, du retour et de l'évacuation d'air, il est nécessaire de prévoir une différence minimale de 10 % entre le débit d'air d'arrivée et celui de retour afin de découpler statiquement les vannes d'arrivée, de retour et d'évacuation d'air les unes des autres. La quantité d'air s'infiltrant par les portes dépend de la taille de la porte, de la différence de pression de part et d'autre de celle-ci et de la qualité de son étanchéité (joints, butées, fermeture).
Nous savons que l'air d'infiltration/exfiltration planifié circule d'un espace à l'autre. Où va l'exfiltration non planifiée ? L'air s'échappe par l'espace entre les montants et par le haut. Dans notre exemple (figure 1), l'exfiltration d'air à travers la porte de 91 cm x 213 cm (3 pi x 7 pi) est de 190 pi³/min (5,4 m³/min) avec une pression statique différentielle de 0,03 po CE et de 270 pi³/min (7,6 m³/min) avec une pression statique différentielle de 0,05 po CE.
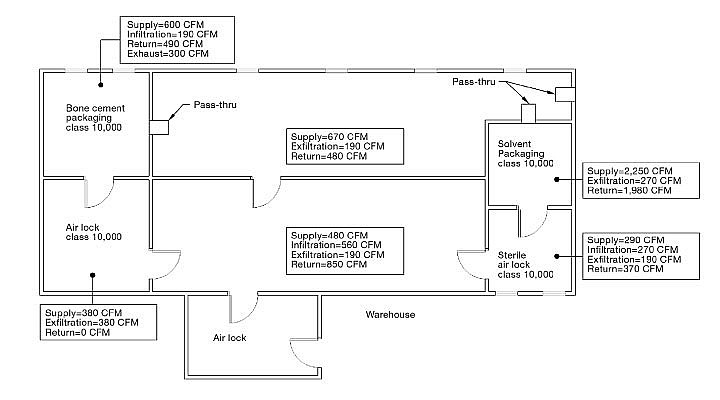
Étape six : Déterminer l'équilibre de l'air dans l'espace
L'équilibre de l'air dans un espace donné consiste à additionner tous les flux d'air entrant (alimentation, infiltration) et sortant (extraction, exfiltration, retour). Dans l'unité de fabrication de ciment osseux (Figure 2), le poste « Conditionnement par solvant » bénéficie d'un débit d'air d'alimentation de 2 250 cfm et d'une exfiltration d'air de 270 cfm vers le sas stérile, ce qui donne un débit d'air de retour de 1 980 cfm. Le sas stérile reçoit 290 cfm d'air d'alimentation, 270 cfm d'air d'infiltration provenant du poste « Conditionnement par solvant » et 190 cfm d'air d'exfiltration vers la zone « Vêtements/Déshabillage », ce qui donne un débit d'air de retour de 370 cfm.
L'unité « Conditionnement du ciment osseux » bénéficie d'un débit d'air d'alimentation de 600 cfm, d'une filtration d'air de 190 cfm au niveau du sas « Conditionnement du ciment osseux », d'une extraction de poussières de 300 cfm et d'un retour d'air de 490 cfm. Le sas « Conditionnement du ciment osseux » dispose d'un débit d'air d'alimentation de 380 cfm et d'une exfiltration de 190 cfm vers l'unité « Conditionnement du ciment osseux ». Cette dernière bénéficie d'un débit d'air d'alimentation de 670 cfm et d'une exfiltration de 190 cfm vers la zone « Vêtements d'habillage/déshabillage ». L'unité « Conditionnement final » bénéficie d'un débit d'air d'alimentation de 670 cfm, d'une exfiltration de 190 cfm vers la zone « Vêtements d'habillage/déshabillage » et d'un retour d'air de 480 cfm. La zone « Vêtements d'habillage/déshabillage » dispose d'un débit d'air d'alimentation de 480 cfm, d'une infiltration de 570 cfm, d'une exfiltration de 190 cfm et d'un retour d'air de 860 cfm.
Nous avons déterminé les débits d'air d'alimentation, d'infiltration, d'exfiltration, d'extraction et de reprise de la salle blanche. Le débit d'air de reprise final sera ajusté lors du démarrage afin de compenser toute exfiltration d'air imprévue.
Étape sept : Évaluer les variables restantes
Parmi les autres variables à évaluer, on peut citer :
Température : Les opérateurs de salles blanches portent des blouses ou des combinaisons intégrales par-dessus leurs vêtements afin de réduire la production de particules et les risques de contamination. Du fait de ces vêtements supplémentaires, il est important de maintenir une température ambiante plus basse pour leur confort. Une température comprise entre 19 °C et 21 °C (66 °F et 70 °F) offre des conditions de travail confortables.
Humidité : En raison du fort débit d’air dans une salle blanche, une charge électrostatique importante se développe. Lorsque le plafond et les murs présentent une charge électrostatique élevée et que l’humidité relative est faible, les particules en suspension dans l’air se déposent sur les surfaces. Lorsque l’humidité relative augmente, la charge électrostatique se décharge et toutes les particules capturées sont libérées rapidement, ce qui rend la salle blanche non conforme aux spécifications. Une charge électrostatique élevée peut également endommager les matériaux sensibles aux décharges électrostatiques. Il est donc important de maintenir une humidité relative suffisamment élevée pour limiter l’accumulation de charges électrostatiques. Un taux d’humidité relative de 45 % ± 5 % est considéré comme optimal.
Laminarité : Les procédés critiques peuvent nécessiter un flux laminaire afin de réduire le risque de contamination du flux d’air entre le filtre HEPA et le procédé. La norme IEST n° IEST-WG-CC006 définit les exigences de laminarité du flux d’air.
Décharges électrostatiques : Outre l’humidification de l’espace, certains procédés sont très sensibles aux dommages causés par les décharges électrostatiques et il est nécessaire d’installer un revêtement de sol conducteur mis à la terre.
Niveaux de bruit et vibrations : Certains processus de précision sont très sensibles au bruit et aux vibrations.
Étape huit : Déterminer la configuration du système mécanique
Plusieurs variables influent sur la configuration du système mécanique d'une salle blanche : l'espace disponible, le budget alloué, les exigences du procédé, le niveau de propreté, la fiabilité requise, le coût énergétique, les normes de construction et le climat local. Contrairement aux systèmes de climatisation classiques, les systèmes de climatisation des salles blanches disposent d'un débit d'air nettement supérieur aux besoins de refroidissement et de chauffage.
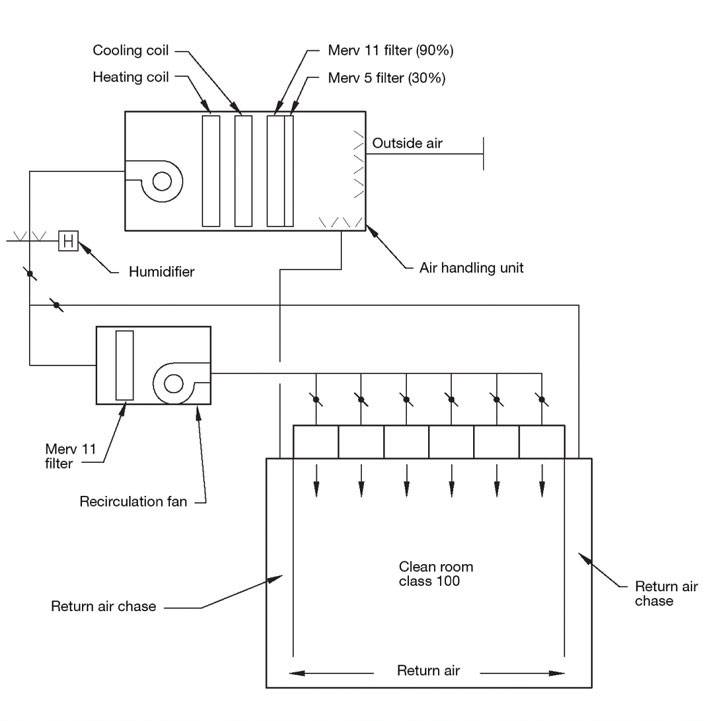
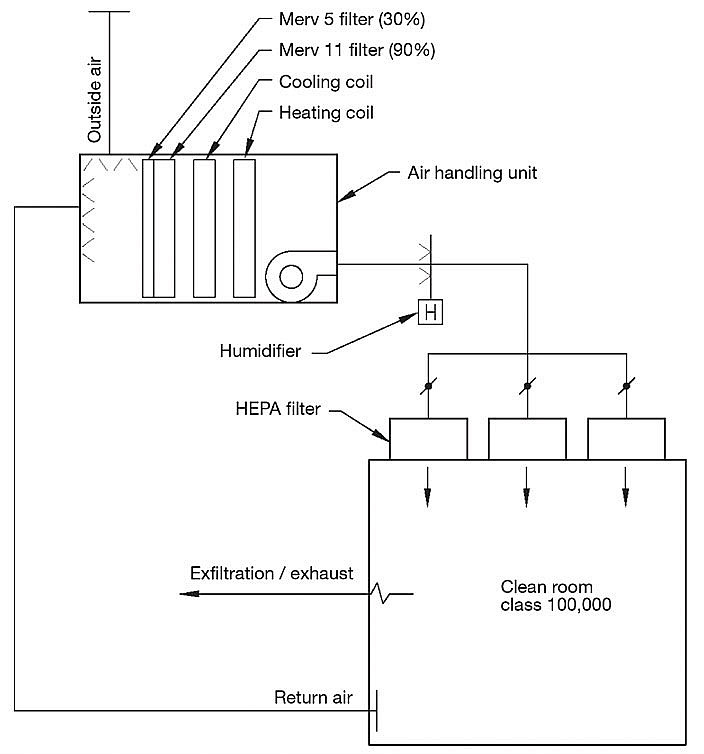
Dans les salles blanches de classe 100 000 (ISO 8) et inférieures (classe 10 000 (ISO 7)), la totalité de l'air peut transiter par la centrale de traitement d'air (CTA). Comme illustré sur la figure 3, l'air de reprise et l'air extérieur sont mélangés, filtrés, refroidis, réchauffés et humidifiés avant d'être acheminés vers les filtres HEPA terminaux situés au plafond. Afin d'éviter la recirculation des contaminants dans la salle blanche, l'air de reprise est aspiré par des grilles de reprise murales basses. Dans les salles blanches de classe supérieure (10 000 (ISO 7)) et plus, les débits d'air sont trop élevés pour que la totalité de l'air puisse transiter par la CTA. Comme illustré sur la figure 4, une petite partie de l'air de reprise est renvoyée à la CTA pour y être conditionnée. Le reste de l'air est renvoyé au ventilateur de circulation.
Alternatives aux centrales de traitement d'air traditionnelles
Les unités de filtration à ventilation intégrée, également appelées modules de soufflage intégrés, constituent une solution de filtration modulaire pour salles blanches présentant certains avantages par rapport aux systèmes de traitement d'air traditionnels. Elles sont utilisées dans les espaces de toutes tailles, avec un niveau de propreté minimal de classe ISO 3. Le nombre de filtres à ventilation nécessaires dépend du taux de renouvellement d'air et des exigences de propreté. Un plafond de salle blanche de classe ISO 8 peut ne nécessiter qu'une couverture de 5 à 15 %, tandis qu'une salle blanche de classe ISO 3 ou plus exigeante peut nécessiter une couverture de 60 à 100 %.
Étape neuf : Effectuer les calculs de chauffage/refroidissement
Lors des calculs de chauffage/refroidissement des salles blanches, tenez compte des éléments suivants :
Utilisez les conditions climatiques les plus conservatrices (données de conception de chauffage à 99,6 %, de conception de refroidissement à 0,4 % de bulbe sec/bulbe humide médian et de conception de refroidissement à 0,4 % de bulbe humide/bulbe sec médian).
Intégrer la filtration dans les calculs.
Inclure la chaleur du collecteur d'humidificateur dans les calculs.
Intégrer la charge du processus dans les calculs.
Intégrez la chaleur dégagée par le ventilateur de recirculation dans les calculs.
Dixième étape : Se battre pour obtenir de l’espace dans le local technique
Les salles blanches nécessitent d'importants moyens mécaniques et électriques. Plus le niveau de propreté d'une salle blanche est élevé, plus l'espace nécessaire à son infrastructure mécanique est important. Prenons l'exemple d'une salle blanche de 93 m² (1 000 pi²). Une salle blanche de classe 100 000 (ISO 8) requiert entre 23 et 37 m² (250 à 400 pi²) d'espace dédié, une salle blanche de classe 10 000 (ISO 7) entre 23 et 70 m² (250 à 750 pi²), une salle blanche de classe 1 000 (ISO 6) entre 46 et 93 m² (500 à 1 000 pi²) et une salle blanche de classe 100 (ISO 5) entre 70 et 140 m² (750 à 1 500 pi²).
La surface utile réelle variera en fonction du débit d'air et de la complexité de la centrale de traitement d'air (simple : filtre, batterie de chauffage, batterie de refroidissement et ventilateur ; complexe : atténuateur de bruit, ventilateur de reprise, section d'air de décharge, prise d'air extérieur, section de filtration, section de chauffage, section de refroidissement, humidificateur, ventilateur d'insufflation et plénum de refoulement) et du nombre de systèmes de support dédiés aux salles blanches (extraction, unités de recirculation d'air, eau glacée, eau chaude, vapeur et eau déminéralisée/osmosée). Il est important de communiquer la surface utile requise pour les équipements mécaniques à l'architecte du projet dès le début de la conception.
Réflexions finales
Les salles blanches sont comme des voitures de course : bien conçues et construites, elles sont extrêmement performantes ; mal conçues et construites, elles fonctionnent mal et sont peu fiables. Les salles blanches présentent de nombreux pièges potentiels, et il est recommandé de faire appel à un ingénieur possédant une vaste expérience dans ce domaine pour vos premiers projets.
Source : gotopac
Date de publication : 14 avril 2020






